蒸汽噴射試驗機滿足測試規范汽車廠家:寶馬、奔馳、通用、大眾、福特、沃爾沃等規范(AA-0136、DIN 55662、ISO16925,DBL 7381,GM9531P、PV1503、VOLVO STD 423-0015,VOLVO VCS 1029 54719、FLTM BO 160-04、MS210-07,PSA D23 5376,Renault D25 2018/-A-2001 ,GMW16745-2012方法B,TPJLR-52.561-2009)
Ford VCS 1029,54719高壓蒸汽噴射試驗箱Ford VCS 1029,54719高壓蒸汽噴射試驗箱
Ford VCS 1029,54719高壓蒸汽噴射試驗箱
|
|
測試方法
|
|
|
粘附性,高壓噴水
|
|
|
涂料和搪瓷
|
|
|
簡介
|
|
|
本版本與第1版的區別在于包含了劃線的替代方法。
此外,已經規定了噴嘴的制造程序,已經更改了校準的材料。已經澄清了暴露于潮濕環境后的處理程序。
|
|
|
1 應用范圍和領域
|
|
|
本測試方法用于評估漆膜之間以及漆膜和基材之間的粘附性。本方法預計用于模擬漆膜在高壓清洗條件下可能受到的應變和負載。
|
|
|
2 裝置和測試對象
|
|
|
- 高壓型測試設備,NIFAB牌、HTT-1型,或者其他等效測試設備
|
|
|
|
水壓:
|
*低150巴
|
|
|
|
噴射距離:
|
0-150mm
|
|
|
|
清掃頻率:
|
每秒清掃一次
|
|
|
|
水溫:
|
50 ± 5℃
|
|
|
|
噴嘴:
|
No 2506(扁平射流25°),由Spraying Systems Co.生產
|
|
|
|
噴桿長度:
|
300 ± 50 mm
|
|
|
|
帶有中心孔的試樣固定器,孔徑為:
|
Æ 40 mm
|
|
|
|
|
|
a) 測試面板,100 x 200 mm(相關基材);表面涂有相關的涂料系統。至少測試兩塊面板。至少測試分布于兩塊面板之間的三道十字標記。
|
|
|
b) 測試零件(相關基材),表面涂有相關的涂料系統。為了獲得顯著性結果,至少應從兩個測試零件上的不同區域采集試樣。每個零件至少測試四個十字標記。
|
|
|
3 測試準備
|
|
|
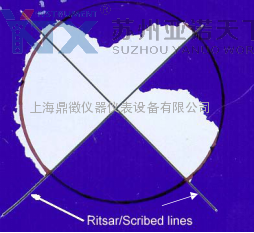
應按照VCS 1021,19的要求對測試面板進行調節。測試粘附性前,應使用劃線工具在測試對象上劃兩根0.5mm的線,作為初始涂料損壞。劃線應向下劃至基材,并相互垂直以生成一個十字圖案,參見圖1。劃線應延伸至測試區域外。
每條劃線應約為60mm。劃線的橫截面如圖2所示。
重要信息——劃線的邊緣必須與基材垂直。
|
5 % flaking / flagning
5%的剝落
|
60 % flaking / flagning
60%的剝落
|
|

|
|
|
B1
|
B2
|
Fig. 1 Principle layout / Principskiss
圖1:原理布局
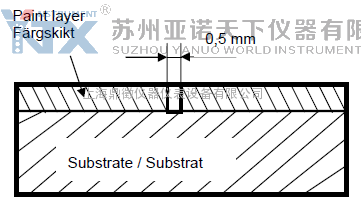
Fig. 2Cross section of sample with scribed line / Tvärsnitt av prov med rits
圖2:帶劃線的樣品的橫截面
|
|
由于粘附性試驗需在暴露于潮濕環境中之后進行(濕粘附性),測試對象應首先按照VCS 1027,33759的要求暴露于熱帶機柜中,暴露時間參照要求規格說明中的規定。
|
|
|
對于金屬基材,應在暴露之后立即進行測試(無任何恢復)。在實踐中,這就意味著面板可在室溫條件下儲存在充滿水的容器中*長60min,以便保持其在測試前的潮濕狀態。時間盡可能*短。
|
|
|
如果涉及塑料基材,應在標準大氣環境中(23±2℃,50±5%RH)將其儲存在恒溫控制機柜中1h,而不是充滿水的容器。這樣做的目的是讓材料恢復。然后應在約15min內進行測試。
|
|
|
應在暴露于潮濕環境中之前進行劃線。對于帶有油漆或其他有機表面涂層的金屬,也可以在暴露于潮濕環境中之后進行劃線。對于后者,測試請求人和測試負責人應達成協議。報告中應說明進行劃線的時間。
|
|
|
4 測試程序
|
|
|
將測試對象放在試樣固定器上。然后將試樣固定器的孔(∅40 mm)固定在初始損壞中心上方。將劃出的十字標記正確地放置在噴嘴的前方非常重要,參見圖3。下列參數適用;標稱值即為目標值:
|
|
|
− 噴水器應以5.6°的偏向角從噴嘴管的旋轉中心掃過測試表面(±20mm)(注意:無平行位移)
|
|
|
− 噴嘴和測試表面之間的距離(90°):100 ± 3 mm
|
|
|
− 水壓:120 ± 3 bar
|
|
|
− 水流量:15.0± 0.3 l/min
|
|
|
− 水溫:50 ± 5℃
|
|
|
− 30秒內的清掃次數:30 ± 2
|
|
|
− 清掃寬度:± 20 mm(試樣固定器的中心孔的直徑)
|
|
|
− 如果測試面板的溫度在不同噴水過程中發生變化,則有時會對結果產生影響。因此,在噴水前面板應為室溫(18-28℃)。該項要求適用于所有十字標記。
|
|
|
b) (每個測試對象對應的)測試結果,百分比。根據要求規格說明,如果批準了結果,則可以給出范圍。應記錄被拒絕的樣品的數量。
|
|
|
c) 按照VCS 1029,54719的要求執行的測試
|
|
|
d) 劃線在暴露于潮濕環境中之前還是之后執行(如有)。
|
|
|
7 校準
|
|
|
除非另有規定,否則應以90天的時間間隔執行噴嘴的噴射形式的校準和檢查。
|
|
|
校準的執行方法為:對低密度聚乙烯測試面板(約100 x 200 mm)(按照STD 1211,05)或者其他等效材料執行高壓清洗30s,不使用試樣固定器。噴嘴不得振動。下列參數適用:
|
|
|
− 噴嘴和測試表面之間的夾角:90°
|
|
|
− 噴嘴和測試表面之間的距離:100 mm ± 3 mm
|
|
|
− 水壓:120 bar ± 3 bar
|
|
|
− 水流量:15.0 ± 0.3 l/min
|
|
|
− 水溫:50 ± 5℃
|
|
|
通過測量測試面板上因噴水造成的損壞的長度和寬度,以及檢查其外觀等方式確定噴嘴的噴射形式。
|
|
|
待批準:噴射形式應連續,長度為63.0 ± 5 mm、寬度為3.0mm,并且其應處于兩條間隔為7.0mm的平行線之間(參見圖4)。
|
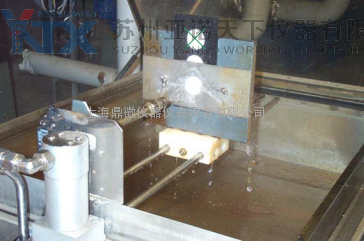
Fig. 3The cross mark shows schematically the position of the scribed lines cross damage in relation to the vertical flat jet.
圖3:十字標記以圖示的形式顯示了與垂直的扁平射流有關的劃線十字損壞的位置。

Fig. 4 Damage from spray
圖4:噴射造成的損壞
