注意。本標準的任何內容不得超越使用的法律法規。
注意。如果英語版本和本國語言版本有沖突,請以英語版本為主。
-
目的。測定塑料件的耐刮劃性能(方法A)和塑料件的耐損壞性能(方法B)。為達到測定的目的,將刮擦零件表面。
注意: 方法A為標準方法。方法A可用于注塑的零件或是樣品板。方法B為一種開發方法。方法B只能用于正確顏色和皮紋的樣品板。
方法A基于ISO 7724.
方法B基于ISO 2813
-
前言。 不適用。
-
適用性。無涂層的內部及外部塑料件。
-
參考
注意:除非另有說明,否則只有新批準的板板適用。
-
外部標準/規范。
IAO 2813 IAO 7724
-
GM標準/規范
無。
3 資源
3.1 設施。不適用
3.2 設備。
3.2.1 方法A。
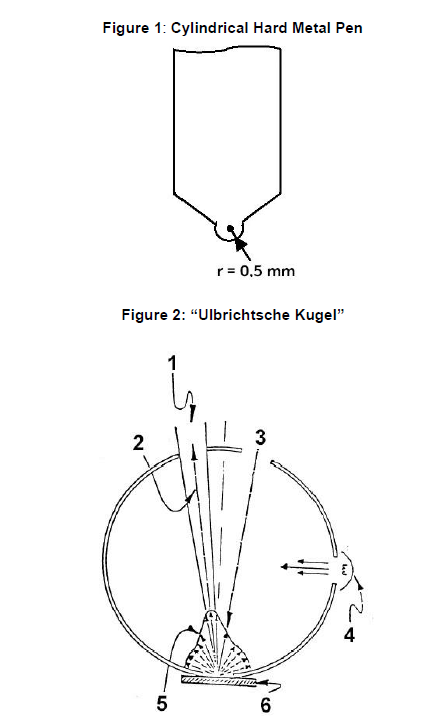
3.2.1.1 工具。根據圖1, 柱形帶球頭尾部的硬質金屬筆(半徑為0.5±0.01mm,拋光). 測量開始前,用顯微鏡檢查筆。筆的表面應無任何變壞的情況。如果筆的表面存在變化或損壞, 應使用一只新的筆,避免因應是受損工具而照成不當測量。
3.2.1.2 測量設備。滿足ISO7724的分光光度計。
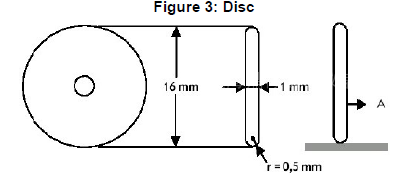
耐刮擦的測定應使用分光光度計的原理在“Ulbrichtsche Kugel”(見圖2)的幫助下測量亮度值L。
-
光澤開口
-
**鏡子的亮度
-
觀察開口
-
光源
-
不含光澤的測量
-
測試件(中等亮度)
光源:D65散布
測量幾何: d/8°
限制器:直徑27mm
光澤捕捉器:是(SEX=不含高光色)
3.2.2 方法B。
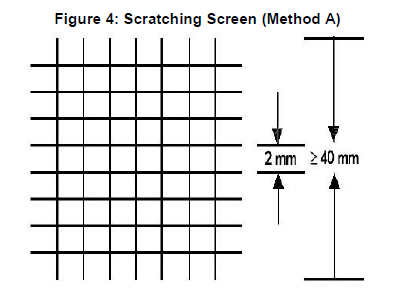
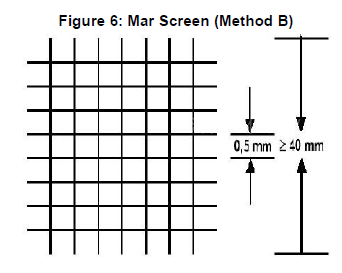
3.2.2.1 工具。根據圖3所示, 不銹鋼光盤(直徑:16±0.3mm,厚度1±0.02m,邊緣(半徑為0.5±0.01mm)為圓形且拋光。
測量開始前,應用顯微鏡或放大鏡檢查光盤。光盤表面應無任何變壞的情況。如果光盤表面出現任何變化或損傷,那么要保證試驗過程中使用的是光盤未受損的區域。如果無法保證的話,需要使用一個新的光盤避免應使用受損工具照成不正確測量。
A 刮劃方向
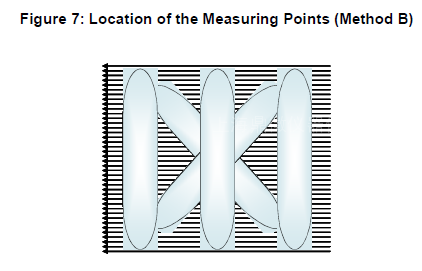
3.2.2 測量設備。滿足ISO2813的帶60°測量幾何的光澤測量設備,橢圓測量區域根據設備供應商信息而定。
3.2.3 刮劃裝置。 電機驅動的切割工具,如 Erichson model 430, 具備以規定測試速度,且可能在刮擦工具負載規定負載下進行特定網格花紋刮擦的能力。
3.3 測試測量/測試件。 測試件應從成品零件中取得。形狀應平坦,尺寸可以滿足測試樣品間平滑的過渡,可以得到樣品的輔組物及測量設備,且測試樣件沖擊表面要>=40mm。
對于初始樣品批準和仲裁目的,至少應測試3只樣品。對于常規質量控制目的,至少要測試1只樣品。
3.4 測試試驗。不適用。
3.5 測試要求的信息。不適用
3.6 人員/技能。不適用。
4 步驟。
4.1 準備。對于初次樣品批準及仲裁目的,樣品制造到測試至少要間隔7天時間。對于常規質量控制測試,間隔72小時就足夠了。
注意。不得觸摸測試樣件表面,且表面不得有任何污染物。
4.2 條件
4.2.1 環境條件。與該標準要求的任何偏差都需的得到事先同意。這些要求應在零件圖紙,測試證書,報告等中進行規定。
4.3 指示
4.3.1 試驗應在(+23±5℃)的溫度下執行。
亮度測量(方法A)及光澤測量(方法B)應分別在做好刮擦屏幕后立即執行。
4.3.2 方法A。試驗時,工具夾于帶杠桿臂的適當裝置上。然后杠桿臂處于平衡狀態。工具負載上一個要求的負載(編碼如表1所示)并以1000±50mm/分鐘的速度在>=40mm的測試件表面正上上方拉動。至少產生20條平行的刮擦線,間距為2mm。刮擦的應用為重復的相互垂直,結果就產生了一個刮擦屏幕(如圖4所示)。刮擦方向應是單向的。測試不斷重復每個額外要求的負載,直到每個負載都分別在刮擦屏幕上刮過(如圖4)。 每個刮擦屏幕都應根據表1進行相關負載代碼的標識。
注意:如果材料規范或工程圖紙中未進行定義,那么所有的代碼(1-3)都應執行。
分析: 每個樣品都要進行5次單獨的測試,1次在中部,4次在角落部位(見圖5)。 結果為該5次值的平均值。
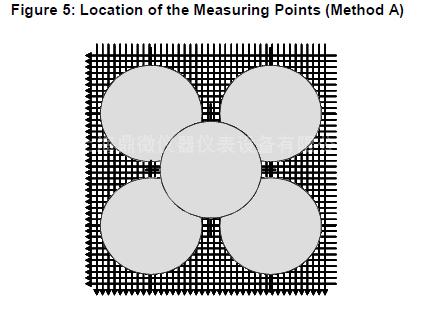
表1: 刮擦試驗的代碼定義
|
代碼
|
負載代為N
|
|
1
|
5±0.05
|
|
2
|
10±0.1
|
|
3
|
15±0.15
|
|
4
|
按照規定
|
4.3.3 方法B. 該試驗,工具夾于帶杠桿臂的適當裝置上。然后杠桿臂處于平衡狀態。工具負載7±0.07N, 且以1000±50MM/分的速度在>=40MM的測試件表面正上方拉動。工具的對準應可以截斷行程方向。至少80條損壞線相互平行,間距0.5mm。損壞線不斷重復相互垂直, 結果產生一個損壞線屏幕(見表6)。損壞的方向應是單向的。
5數據
5.1 計算。 不適用。
5.2 結果解釋。
5.2.1 方法A。 參照ISO 7724
5.2.2 方法B。 參照ISO 2813
5.3 測試文檔。
5.3.1 方法A。塑料件的耐刮擦性能,根據該標準用未刮擦區域到刮擦區域的亮度差
進行報告。
5.3.2 方法B。耐損壞性能根據該標準用拋光的關澤等級到未拋光區域的光澤等級差進行報告。
6 **。
該標注可能包含有害材料,操作及危險性設備。該標準不建議在使用中能解決所有的**問題。該標準的使用者有責任在使用前建立適當的**和健康實踐并決定法規極限的適用性。
7注釋
7.1 術語表。
Mar: 通過表面結構扁平化來改變光澤等級。
Scratch:通過表面結構的線性損壞來改變亮度。
7.2 縮寫,首字母縮寫及符號。
SEX: 不含高光色。
8 編碼系統。
該標準可參考其他文件,圖紙等,基本如下:
8.1 方法A示例:
參照GMW14688-CODE2-1.0 MAX”
SCRATCH RESISTANCE= 命名
GMW14688=測試步驟
Code2-根據表1的代碼(=10±0.1N負載)
-
max=要求
8.2 方法B示例:
“Mar resistance to GMW14688-B-1.0 max”
Mar resistance=命名
GMW14688=測試步驟
B= 方法B
-
max=要求。
9 發行及版本
該標準初版為2005-10. 在2007-4月**被材料工程塑料小組批準。在2007-4月發行。
